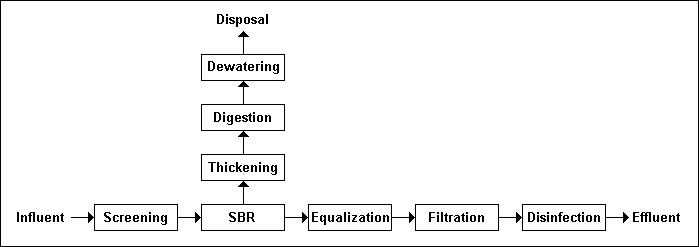
 "Operating Sequence for SBR"...
"Operating Sequence for SBR"...
| Parameter | Municipal | Industrial |
| F / M ( kg BOD / kg MLSS . day ) | 0.15 - 0.40 | 0.15 - 0.60 |
| Treatment cycle duration ( hr ) | 4 | 4 - 24 |
| Typically low water level MLSS ( mg / L ) | 2,000 - 2,500 | 2,000 - 4,000 |
| Hydraulic retention time ( hr ) | 6 - 14 | Varies |
| Flow ( MGD ) | Reactors | Blowers | |||
| No | Size ( ft ) | Volume ( MG ) | No | Size ( HP ) | |
| 0.012 | 1 | 18 x 12 | 0.021 | 1 | 15 |
| 0.10 | 2 | 24 x 24 | 0.069 | 3 | 7.5 |
| 1.2 | 2 | 80 x 80 | 0.908 | 3 | 125 |
| 1.0 | 2 | 58 x 58 | 0.479 | 3 | 40 |
| 1.4 | 2 | 69 x 69 | 0.678 | 3 | 60 |
| 1.46 | 2 | 78 x 78 | 0.910 | 4 | 40 |
| 2.0 | 2 | 82 x 82 | 0.958 | 3 | 75 |
| 4.25 | 4 | 104 x 80 | 1.556 | 5 | 200 |
| 5.2 | 4 | 87 x 87 | 1.359 | 5 | 125 |
| Note: These case studies and sizing estimates were provided by Aqua-Aerobic Systems, Inc. and are site specific to individual treatment systems. | |||||
| Design flowrate ( MGD ) | Equipment costs ( US $ ) |
| 0.012 | 94,000 |
| 0.015 | 137,000 |
| 1.0 | 339,000 |
| 1.4 | 405,000 |
| 1.46 | 405,000 |
| 2.0 | 564,000 |
| 4.25 | 1,170,000 |
| Design flowrate ( MGD ) | Equipment costs ( US $ ) |
| 1 | 150,000 - 350,000 |
| 5 | 459,000 - 730,000 |
| 10 | 1,089,000 - 1,370,000 |
| 15 | 2,200,000 |
| 20 | 2,100,000 - 3,000,000 |
| Design flowrate ( MGD ) | Equipment costs ( US $ / gallon) |
| 0.5 - 1.0 | 1.96 - 5.00 |
| 1.1 - 1.5 | 1.83 - 2.69 |
| 1.5 - 2.0 | 1.65 - 3.29 |


