

| For more info, order my book ( In Turkish )... |
| No : 257 - "Operation Procedures of the Activated Sludge Process"... |
| Dokuz Eylül University - Faculty of Engineering - Tinaztepe Campus - Buca - 35160 - Izmir - Türkiye... |
|
Fax : 90 0 232 353 11 53 and Tel : 90 0 232 353 11 53 / 7102... Or use the "Communication Lane"... Or enter the sub-dir "Contact with Me"... |
 Click Here for "Complete Turkish Version"...
Click Here for "Complete Turkish Version"...

 Click here for the "TAMTAD"s WEB site
"Production Portfolio of TAMTAD Co"...
"Flow Measurement at V - Notch Weir"...
"Triangular Weir Equation"...
"Wastewater Fluctuation for Okra Production"...
"Variation of the Wastewater Flowrates"...
"Receiving Media Discharge Standards for the Canneries"...
"Variation of the pH Values"...
"Variation of the SS Values"...
"Variation of the COD Values"...
Click here for info about "Biochemical Oxygen Demand (BOD) and Nutrient Removal From Food Processing Wastewater"...
"Flow - Chart of the Wastewater Treatment Plant"...
"Result of the Equalization Tank Analysis"...
"Bulking Sludge in the Imhoff Cone"...
Click Here for Pics of "Type 021N"...
Click Here for Pics of "Thiothrix"...
Data About the "Filamentous Microorganism - 1"...
Data About the "Filamentous Microorganism - 2"...
Data About the "Filamentous Microorganism - 2"...
"Metabolic Selection in Anoxic Conditions"...
Click here for the "TAMTAD"s WEB site
"Production Portfolio of TAMTAD Co"...
"Flow Measurement at V - Notch Weir"...
"Triangular Weir Equation"...
"Wastewater Fluctuation for Okra Production"...
"Variation of the Wastewater Flowrates"...
"Receiving Media Discharge Standards for the Canneries"...
"Variation of the pH Values"...
"Variation of the SS Values"...
"Variation of the COD Values"...
Click here for info about "Biochemical Oxygen Demand (BOD) and Nutrient Removal From Food Processing Wastewater"...
"Flow - Chart of the Wastewater Treatment Plant"...
"Result of the Equalization Tank Analysis"...
"Bulking Sludge in the Imhoff Cone"...
Click Here for Pics of "Type 021N"...
Click Here for Pics of "Thiothrix"...
Data About the "Filamentous Microorganism - 1"...
Data About the "Filamentous Microorganism - 2"...
Data About the "Filamentous Microorganism - 2"...
"Metabolic Selection in Anoxic Conditions"...
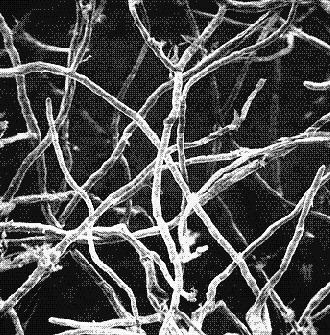 Click Here for Pics of "Fungus"...
"Fungal Bulking Sludge"...
"pH Values of the Raw Wastewater"...
Click Here for Pics of "Nocardia sp."...
"Growth Response of the Filamentous Microorganisms"...
"Receiving Media Discharge Standards for the Canneries"...
Click Here for Pics of "Fungus"...
"Fungal Bulking Sludge"...
"pH Values of the Raw Wastewater"...
Click Here for Pics of "Nocardia sp."...
"Growth Response of the Filamentous Microorganisms"...
"Receiving Media Discharge Standards for the Canneries"...
